

Plant Performance - Heat Exchangers Dillema
Wednesday, November 29, 2006
I have been looking and concentrating to improve my plant performance. Sometimes, it's difficult to get the desired oil quality and the management will questions this. Sometimes, I cannot produce the target throughput that I am suppose to deliver. Some of the prime reason is just because of inefficient heating in the plant, which means my heat exchangers are not working effectively. Therefore, i cannot get the heat that i wanted which directly affects the oil product quality. Now, my major task (together with the others) is improving all the heat exchangers so that they are properly maintained. I need to have extra fresh plates for plate heat exchanger so that we can immedietly have it for back up. I also need to add some more "cleaning in progress" line, to clean the heat exchanger on-line. Well, this is among the challenge that I have to face. So, in the mean time, I have to work with some of the less effective heat exchangers. If the heat exchangers are not ok, the plant will consume more steam and natural gas/fuel apart of not getting the quality. Anybody facing the same problem....?
posted by Kipas Repair JB @ 9:23 PM,
,
![]()
MAHA EXPO 2006 - Great Agricultural Event!!!
Sunday, November 26, 2006


 Today, I went to MAHA EXPO 2006 (Malaysia Agriculture Holticulture Agrotourism) which was located in MARDI (Malaysian Agricultural Research and Development Institute), Serdang, Selangor, Malaysia. Well, I went there not for official business, but rather gathering some information and adding up some new and fresh knowledge inside my brain cell about the agro-bio industry. There were thousands of people pouring into the exhibition which is the largest in Asia. It was very difficult for me to walk my way through the exhibition booth. I learn some new technology on growing some crops, got myself some info about the available loans and supports for interested parties who want to developt the agricultural business, and lots of more informations. It's basically a growing exciting sector to venture. On overall, i can say that MOHA 2006 is a very brilliant event conducted by the Malaysia's Ministry of Agriculture (MOA), but it definitely need to improve few things such as handling such a huge gigantic visitors and directions etc.
Today, I went to MAHA EXPO 2006 (Malaysia Agriculture Holticulture Agrotourism) which was located in MARDI (Malaysian Agricultural Research and Development Institute), Serdang, Selangor, Malaysia. Well, I went there not for official business, but rather gathering some information and adding up some new and fresh knowledge inside my brain cell about the agro-bio industry. There were thousands of people pouring into the exhibition which is the largest in Asia. It was very difficult for me to walk my way through the exhibition booth. I learn some new technology on growing some crops, got myself some info about the available loans and supports for interested parties who want to developt the agricultural business, and lots of more informations. It's basically a growing exciting sector to venture. On overall, i can say that MOHA 2006 is a very brilliant event conducted by the Malaysia's Ministry of Agriculture (MOA), but it definitely need to improve few things such as handling such a huge gigantic visitors and directions etc.
Subscribe to this blog to get updated with various chemical engineering and personal experience info/sharing...subscribe link on the side bar or at the bottom of this page
posted by Kipas Repair JB @ 2:21 AM,
,
![]()
Schmidt-Bretten Plate Heat Exchanger
Wednesday, November 22, 2006
 I used a lot of plate heat exhangers in my plant and most of them are manufactured by Schmidt-Bretten. The model/type of plate heat exchanger that i used is Sigma 64. Just like the one that you can see on my previous post, but that one is fouling badly. You can see the pieces of hard gum and scale etc ugly stuff....
I used a lot of plate heat exhangers in my plant and most of them are manufactured by Schmidt-Bretten. The model/type of plate heat exchanger that i used is Sigma 64. Just like the one that you can see on my previous post, but that one is fouling badly. You can see the pieces of hard gum and scale etc ugly stuff....
I'm having a tough time gathering informations and
inventory of my spare heat exchanger plates. I need to back up my plates so that i can dismantle a heat exchanger and replace them immedietly with the spare plates come with gasket. This is very important to ensure production smoothness. Well, there's a lot to tell about a small topic of heat exchanger. We do not get this in university and text book. We get most of this from experience.
Following are some information that i took from Schmidt-Bretten site.
The main advantages of plate heat exchangers are
* High heat transfer coefficient with low surface areas.
* Compact design, does not need much space.
* Small temperature differences are possible between the fluids.
* High versatility, the design allows for fast and easy rearranging of the plates as operating or process conditions change.
* Movable pressure plates allow easy access to the plates for cleaning.
* Low investment costs.
* High corrosion resistance.
* A plate exchanger contains only low quantities of fluids.
* Material for plates and gaskets is chosen according to end use.
* Easy-to-service.
Read more from Schmidt-Bretten Link Here
Subscribe to this blog to get updated with various chemical engineering experience info/sharing...subscribe link on the side bar
Labels: Heat Exchanger
posted by Kipas Repair JB @ 10:30 PM,
,
![]()
Dismantling Plate Heat Exchanger
Tuesday, November 21, 2006
Following are the photos of plate heat exchanger (PHE) that we recently decide to open up because we cannot get good heat exchange and desired temperature. The PHE has been in operation for about 2 years already. We can see gum from crude palm oil (CPO) sticking on the outer part of the plates which create fouling on the PHE. All together there are 115 plates on this PHE. Now, we are dismantling it too clean the plates.
 See how bad is the fouling on this PHE
See how bad is the fouling on this PHE The black hardened gum from CPO is found sticking on the plates. Some of the pieces of hardened gum have been removed, and we can slightly see the plates. Can you see it?
The black hardened gum from CPO is found sticking on the plates. Some of the pieces of hardened gum have been removed, and we can slightly see the plates. Can you see it? Some of the pieces of hardened gum lying helplesly on the floor.
Some of the pieces of hardened gum lying helplesly on the floor.While dismantling this heat exchanger, we found some other problems. Later I shall discuss about it.
Labels: Heat Exchanger
posted by Kipas Repair JB @ 11:18 PM,
,
![]()
Vacuum System Failure Rejection
Thursday, November 16, 2006
Another thing that I don't like while running a plant is having a down time. I hated it most when oil rejection occurs. Rejection will happen for various reasons. One of it which occasionally happen is the pressure vaccum drop. Oohh... when this happen, the oil Free fatty acid (FFA) content or oil colour will be out of spec. And this will force my plant operators to reject the oil to their respective crude oil tank. I'm still learning and exploring as well about the vacuum system in my plant. I need to maintain the dirty cooling tower pressure and temperature within the desired range. If the cooling water temperature slightly increase, it can affect the vacuum system and resulted in vacuum drop. It's ok if i know and can explain the why the down time or rejection happen. I hate it when i don't know the reason. It makes my life a little bit difficult explaining and answering all sorts of questions being bombarded at me just because i cannot meet the daily production target. Well, this makes me want to really make sure that all the processing parameters are within range and control. Need to prevent any plant breakdown and downtime from happening....
Labels: Problem
posted by Kipas Repair JB @ 11:44 PM,
,
![]()
Throughput Versus Quality - Heat Exchanger Dilemma
Wednesday, November 15, 2006
I'm in a deep headache now. I have to deliver a throughput of 3000 MT/day. Now, one of the twin plant is having a small problem. My plate heat exchanger is suddenly not giving the sort of heat transfer that i wanted. As a result the quality which will be achieved by having high temperature could not be obtained. I have to lower the flow rate of oil passing through the heat exchanger so that better heat exchange can take place. The heat exchanger can cope with 40 m3/hr flowrate that i normally run, but the temperature of 230 could not be achieved. So, i have to lower it down to about 34 - 36 m3/hr. And around this time, the shipment is very tight which means i have to deliver processed oil which always must be above 3000 Mt/day. The heat exchanger must be stopped and cleaned. I must replaced it with another spare heat exchanger. The problem is, my spare heat exchanger is also having some other problems. Ohh goshhh....
posted by Kipas Repair JB @ 8:49 PM,
,
![]()
Not A Chemical Engineer, But Performs Like One!!!
Monday, November 13, 2006
I worked in a physical refining plant and currently take care of a big plant. Before this, the plant is always taken care by two executives/engineers. Now, my senior colleague (we took care of the plant together), Mr Jomani is going to leave because he was awarded a very damn good offer from a foreign company. The payment is a lot too. I'm not really sure, but my guess is that he is going to be paid 4 times what he is earning in this company. What I want to highlight here is everything about him. And I'm going to take care of the plant alone now.
All this while he has been my senior, mentor, guru, collegue, etc....you name it.....He is very good in almost every technical aspect in the edible oil industry. He managed to take a very good care of the plant and has help improved the plant production capacity/upgrading from less than 2000 tonnes/day to about more than 3000 tonnes per day. He has been working in the present factory/plant for almost 13 years. And in the industry for almost 30 years....i guessed....
What impressed me most is his educational background. He is not a graduate. He does not have any certificate. He's only education is the high schoole/secondary school. He started to work in a factory not as an operator but as a cleaner (this is what i was told, i'm sorry if i'm wrong). During work, he saw plant operators operating the plant and became interested. He quitely learned and he became a plant operator. He was deligent and he was promoted to become shift leader and later supervisor. Soon, he was offered a better and more challenging job in the place where I'm working now as a production executive (a title where it is usually offered to graduate engineer). Later he forced himself to become a senior production executive. And now, he is going to be a very important person in the new company that he will work for.
How can he became like that? It's the attitute, hardwork, dedication, determination and most importantly the willingness to keep learning and learning. Although he was only a high school leaver, but he managed to become better that a practicing chemical engineer. He forced himself to converse in English. He did mentioned to me he took an intensive course to learn English. He practice and learn computer skills to do reports etc. He learn management skills etc. He learn all the neccesary technical stuff. He learned about pressure, temperature, flow rate, vessels, boilers, cooling towers, piping, PLC, control system, NPSH and hell lot more...all from his exposures and experiences. Huhh.....what a fantastic person he is....Later, i planned to intereview him. I hope i can do so, and published it inside here. All for us to benefit from it....
posted by Kipas Repair JB @ 8:12 PM,
,
![]()
Novel US ‘Super Boiler’
Sunday, November 12, 2006
As a person who uses the steam from boilers regularly, I found out about this article/news from the "engineerlive.com/european-process-engineer" newsletter. It's an interesting and very good innovation that I think i better share it with the rest of you. Those who operate or who'se close to boiler operation may found this interesting, i guess....
An Illinois-based organisation dedicated to research, development and training for the natural gas industry has developed a new industrial steam generation system that provides increased efficiency, reduced emissions and lower fuel costs.
Gas Technology Institute (GTI) has teamed with Cleaver-Brooks-a leader in packaged boilers for industrial, institutional, and commercial applications-to focus efforts on bringing technological advances to the marketplace.



Smaller footprint
Now in field demonstration at Specification Rubber Products in Alabama, the advanced
gas-fired boiler-dubbed the ‘super boiler’ by its sponsors-has shown significant performance improvements over alternative technologies.
In addition, the boiler has a 40percent smaller footprint and half the weight of conventional boilers.
Read more here http://www.engineerlive.com/european-process-engineer/16618/field-tests-begin-on-novel-us-super-boiler.thtml
posted by Kipas Repair JB @ 11:38 PM,
,
![]()
Determining if a pipe is running full or is at its sealing flowrate?
Saturday, November 11, 2006
How can one determine if a pipe is running full or is at its sealing flowrate?
The following equation gives a quick check to determine the sealing velocity for a pipe:
Q = 10.2 D^2.5
where:
Q is the liquid flowrate in gallons per minute
D is the pipe diameter in inches
If the current flowrate in the pipe is less than the value calculated for Q above, then the pipe is below its sealing flowrate or is said to be partially flooded. In order to calculate the velocity in this pipe you must use a set of flow area equation presented in Chemical Engineering magazine (March 1998, p. 129). The above equation is valid for liquid flow through a horizontal pipe.
Adopted from http://www.cheresources.com/chexpress/chexpress28.shtml
posted by Kipas Repair JB @ 7:47 PM,
,
![]()
Taking Care of a Physical Refinery Plant
The pass 2 weeks was a very tough for me at work. And it's not going to end. This is just the beginning. A major part of my job is to take care a very big physical refining plant, with a capacity of 3000MT/day running 24 hours for about 355 days a year together with a very experience senior production executive. Another major part of my job is to take care of quite a number of projects and utilitiy jobs inside the factory. This consume a lot of my time and as a result, my duty and time for plant is not much. I always depend on my senior colleague when it comes to the plant matter. I just started co-taking care of the plant with him for about 1.5 years now.
My worse night mare have come. My senior colleague was offered a very good job and position elsewhere. The payment is damn good too. And for that, I guess, I'm going to take care the plant alone. I really don't mine taking care of the plant if I have all the knowledge and skill to control and take care of the plant. The problem is that the knowledge and skill is still not sufficient for me to take care of the biggest physical refining plant in south johor alone. I need some assistance. Between last week and this coming week, I'm racing against time to learn as much as possible everything in detail about the plant from the senior production executive. It's a very big plant. It's a very fast plant. It's a very damn important plant. I cannot effort to make any mistake in delivering instruction to my subordinates or controling the plant. I have to be 24 hours alert of what's happening to the plant because the plant is running 24 hours.
This job might look simple for those who're already experience. But for me, I'm still considered new and fresh to this plant although I know and can understand the theoretical part of the plant.
Well, I have to face this challenge. I have no choice. There're not other people to fit in here. I'm going to face it...wish me luck..you guys...pray for me....God help me....
posted by Kipas Repair JB @ 5:27 PM,
,
![]()
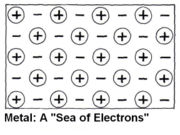
TYPES OF STEEL
Thursday, November 09, 2006
 Iron ore pellets for the production of steel
Iron ore pellets for the production of steelLow Carbon Steel: It contains 0.2% carbon.
Uses: Sheets, wires, pipes.
Mild Carbon Steel: It contains 0.3% to 0.7% carbon.
Uses: Rails, boilers, plates, axles, structures.
High Carbon Steel: It contains 0.7% to 1.5% carbon.
Uses: Surgical instruments, razor blades, cutlery, spring.
STAINLESS STEEL
Uses: Car accessories, watch case, utensils, cutlery, pipes.

ALLOY STEEL
There are three types of alloy steel.
Mn-Steel: It contains 10%-18% Mn.
Uses: Rail tracks, armor plate, safe.
Si-Steel: It contains 1% to 5% Si.
Uses: Permanent magnet.
Ni-Steel: It contains 2% to 4% Ni.
Uses: Gear, shaft, cable.
Adopted from http://www.citycollegiate.com/IX_steeltypes.htm
Read more about interesting steel from Wikipedia HERE
posted by Kipas Repair JB @ 10:33 PM,
,
![]()
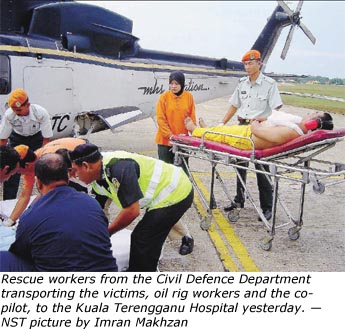
Helicopter Crash - Tapis B Offshore Platform
Tuesday, November 07, 2006
 The helicopter crash at offshore Trengganu (while attempting to land at Tapis B Platform in a storm) last Sunday (5/11/2006) really caught my attention. It was a Super Puma helicopter which tranported 19 passengers + 2 pilots (The pilot did not survived). I still remember being on a Super Puma when i travelled offshore long time ago. I did not favour being inside a Super Puma. My friend, Tom, also prefers not to travel in it. We don't feel comfortable being in it. The control, maneuver and stability is the main reason. I rather choose to be in a Sikhorsky 60 or Sikhorsky 76. Well, that was long time ago. But the importance of the "Helicopter Under Water Escape Training" is really vital for this situation. It also reminded me that being in the oil and gas - offshore industry is fun, interesing, challenging and sometimes dangerous.
The helicopter crash at offshore Trengganu (while attempting to land at Tapis B Platform in a storm) last Sunday (5/11/2006) really caught my attention. It was a Super Puma helicopter which tranported 19 passengers + 2 pilots (The pilot did not survived). I still remember being on a Super Puma when i travelled offshore long time ago. I did not favour being inside a Super Puma. My friend, Tom, also prefers not to travel in it. We don't feel comfortable being in it. The control, maneuver and stability is the main reason. I rather choose to be in a Sikhorsky 60 or Sikhorsky 76. Well, that was long time ago. But the importance of the "Helicopter Under Water Escape Training" is really vital for this situation. It also reminded me that being in the oil and gas - offshore industry is fun, interesing, challenging and sometimes dangerous.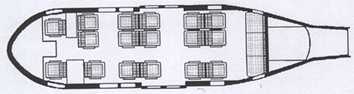
Read the news of the incident HERE. and also another one from VerticalReference.com
Read some news about it from Bernama.
Read news from NST.com
posted by Kipas Repair JB @ 9:09 PM,
,
![]()
OSEA 2006 Conference
 GAS RECOVERY – THE GOOD, THE BAD & THE UGLY
GAS RECOVERY – THE GOOD, THE BAD & THE UGLY
Gas has always been difficult to handle when discovered, both on land and offshore. You can't put it in a barrel or a tank. You had to have a market and a pipeline. But not any more.
Not with the evolution of new technology such as conversion methods to liquefy the gas - GTL, LNG, methanol, or the development of approved CNG carriers. Putting such equipment onto FPSO-type vessels could be the solution to all the stranded gas around, not just in Asia, but around the globe wherever gas fields are found. Sometimes it might even be cheaper to pipe gas back offshore for compression, rather than run expensive pipelines around protected areas. This is a solution looking for a problem. The future is now.
Here's your chance to take a long-awaited look at the techniques and technologies available to recover stranded or uneconomical offshore gas reserves at the OSEA2006 Gas Recovery Conference!
Hear from the experts as they debate the pros and cons of various gas recovery methods at the Roundtable • Which method is likely to be the most expensive? • Most efficient in terms of total recovery? • Most difficult to install and maintain? • What are the relative weaknesses and strengths of the different systems? • What is the time scale for implementation of each? • To buy or to lease? What are the life span and long range economics?
Have all your burning questions answered at the interactive Q&A sessions!
PLUS! Don't miss out on the other two conferences focused on Upstream and Production technologies.
SCHEDULE-AT-A-GLANCE
Preview the Schedule-at-a-Glance, conference topics and speakers at www.osea-asia.com/Conference_Programme.htm
LIMITED SPEAKING OPPORTUNITIES
If you're still interested in presenting a paper at the conference, please email cs@sesallworld.com with your proposal.
CONFERENCE REGISTRATION
Visit www.osea-asia.com/registration.htm to secure your seat today or contact the Conference Team at Tel: +65 6233 8622,
Email: cs@sesallworld.com
Seats are filling up fast! Sign up for the OSEA2006 Conferences today to avoid disappoint.
CONNECT WITH MAJOR PLAYERS ACROSS THE OIL AND GAS VALUE CHAIN AT THE CONCURRENT OSEA2006 EXHIBITION
• View the hottest new technologies from over 800 companies, coming from more than 48 countries
• See pavilions from Australia, China, Germany, Italy, Norway, UK and USA
• Meet more than 10,000 industry and business professionals from over 60 countries
• Network with market leaders at the OSEA Networking Night and Golf Tournament
Click here to pre-register for the exhibition.
posted by Kipas Repair JB @ 8:42 PM,
,
![]()
Hot Water System Problem
Monday, November 06, 2006
 Few weeks ago, our specialty chemical vendor from Nalco came and performed his routine water testing in one of the plant in my factory. He was testing the hot water tank system and found out that the water pH was below 6. The pH is supposed to be control at about 8. Other chemical parameters seems to ok and within normal range. So, he added some caustic solution into the hot water system to increase the pH. He also advised us to dispose half of the water inside the system and introduce fresh water. He gave me a copy of the report and told me the situation.
Few weeks ago, our specialty chemical vendor from Nalco came and performed his routine water testing in one of the plant in my factory. He was testing the hot water tank system and found out that the water pH was below 6. The pH is supposed to be control at about 8. Other chemical parameters seems to ok and within normal range. So, he added some caustic solution into the hot water system to increase the pH. He also advised us to dispose half of the water inside the system and introduce fresh water. He gave me a copy of the report and told me the situation.
Later, the same day, a supervisor from the above mentioned plant was instructed to flush/blowdown the water in the hot water system. As soon as he opened the final valve, a red hot colour water came out from the system. We were surprised with the colour of the water! My bos who saw the water colour immedietly thought a severe corrosion is taking place inside the system. I went to the site at observed, took some photos and took some sample as well.
From my previous experince, i know that, if corrosion really takes place, the iron which is heavier will sediment on the bottom of the sample bottle. I waited for one day and the next day, i found out that the water is still in the same state and colour. No changes can be observed from the colour. This is a very homogeneous solution and i believed that this is not corrosion. It was something else.

Later we realised that the red colour water is actually a product of a chemical reaction inside the hot water system. When the chemical vendor poured in some caustic solution to increase the pH, the solution actually reacted with some oil inside it. We are still not sure which type of oil (Lab test indication). But, this shows that one or more heat exchanger in the system is leaking.
So, second conclusion ---> One or more heat exchanger is leaking and therefore, the plant personel must detect which heat exchanger is leaking and isolate them.
posted by Kipas Repair JB @ 8:29 PM,
,
![]()
The Author

I’m Zaki. I used to be a project, process and chemical engineer. Few years ago I successfully became a Chartered Engineer (IChemE) and Professional Engineer (BEM). I'm now employed as a chemical engineering educator/researcher/consultant. Hope you like reading my blog. I welcome any feedback from you. My email: zaki.yz[alias]gmail.com. TQ!

